本文是一篇计算机论文,计算机信息管理专业,是一个着重研究信息系统开发、应用的专业。这个专业所培养的人才,若按当前人才职位来讲,就是“系统分析师”的角色。同学们对此应有准确的认识,和自己所选择的计算机毕业论文题目,应当符合这个角色定位。(以上内容来自百度百科)今天为大家推荐一篇计算机论文,供大家参考。
第一章 绪论
1.1 研究背景与意义
随着电子信息化进程的逐步推进,越来越多的电子设备走进人们的生活。传统的纯机械构造也逐步实现了电子控制。从汽车内的电子驻车、中控平台、电子车窗升降、音乐播放到家用的智能冰箱彩电洗衣机,可以说电子控制在现代生活中可不或缺。电子设备的核心是一个个的电子芯片。电子芯片制造业常年被外国垄断,近些年才有些厂商在内地建厂,但使用的都是外国进口的设备。在中央大力推进产业结构改革,提升国产品牌的技术含量的背景下,国产刻蚀机在稳定性安全性等各方面指标都有待提升。其中软件控制的提升是极其重要的一环。IC 产业是我国新兴战略性产业,在国民经济和国防事业中都有重要战略意义。装备作为 IC 制造的核心载体,是 IC 产业的基础和支撑[1]。刻蚀机是使用特殊工艺气体对半导体材料进行腐蚀性加工的设备,在运行中,存在着有毒气体、射频辐射、高温等安全隐患,同时,设备本身因机构运动也会对人体造成碰撞危害,因此很多设备厂商和研究机构对设备的安全性从硬件与软件两个方面进行了大量的设计与研究[2]。首先,等离子刻蚀机执行刻蚀工艺需要上千个部件协同工作。这些部件都有着不同的指令体系和控制方法,因此一套将各个部件整合在一起的控制系统是必不可少的。其次,由于前期半成品镜片成本问题,等离子刻蚀对设备稳定性要求极高。任何一个零部件损坏或气体压力不足等原因都会造成工艺过程的失败,所以一套在机台出现任何故障的时候都能保证芯片安全的刻蚀机控制系统是必不可少的。综合以上因素,本项目就是对等离子刻蚀机进行软件控制。控制系统分为上位机和下位机。上位机负责人机交互,下位机负责执行上位机指令并控制等离子刻蚀机。本文研究的就是等离子刻蚀机下位机控制系统。本系统的目的就是开发一套能够正确执行上位机的指令,在任何情况下确保人员、设备和材料的安全,合理控制机台完成指定动作,将机台各个器件的状态正确表达给上位机的控制系统。
...........
1.2 本课题的研究进展
本课题主要涉及工业机台自动化控制领域,本章节主要针对相关领域的研究现状进行讨论。任何行业都有其自身发展的规律,半导体行业经过了半个多世纪的发展,一直遵循摩尔定律[2]前进,即每 18 个月,集成电路上晶体管的数目就增加一倍。其中,刻蚀工艺就是控制半导体中器件特征尺寸的关键工艺。刻蚀原理是在等离子体处理装置中通入刻蚀气体,并将其电离成等离子体,利用电场对等离子体进行引导和加速,使其具备一定能量,通过轰击被刻蚀物表面将被刻蚀物材料的原子击出,从而达到利用物理上的能量转移来实现刻蚀的目的[2]。刻蚀工艺的复杂性,对刻蚀设备尤其是其中的软件系统提出了较高的要求.刻蚀技术是一种细微加工技术,分为干法刻蚀和湿法刻蚀。干法刻蚀的特点是控制精度高。使用干法刻蚀可以在硅片上刻出精度只有几纳米的沟槽。本文所涉及的刻蚀均指干法刻蚀。
.........
第二章 等离子刻蚀机下位机控制系统的需求分析与总体架构
上一章介绍了等离子刻蚀技术以及国内外刻蚀机生产厂商在等离子刻蚀机控制方面的一些成就,并对其他工业平台的控制技术进行了一些研究。本章将综合上述研究并根据等离子刻蚀机的特点进行控制系统的需求分析和总体架构。
2.1 等离子刻蚀机下位机控制系统的需求分析
希望能够通过等离子刻蚀机下位机控制系统的开发,达到长时间稳定的控制等离子刻蚀机台运行的目的,并且在开发过程中注意不同型号刻蚀机台的差异,在进行机台升级或者机台改进的时候可以不改或者少改的目的。1) 可以正确的执行各项上位机调度指令。2) 要具备权限控制功能,以保证不同级别的人员对机台进行操作。3) 要有一定的扩展能力,保证不同的刻蚀机台。4) 要能正确控制各种各样不同的硬件设备。5) 要保证所加工的原材料不受损坏:一个芯片从白板到完成有上万道工艺。即便是一片最普通的12寸单晶硅片也要上百美元,而刻蚀机台需要刻蚀的晶圆可能是已经加工过几千道工艺的半成品。这样的晶圆的价格一般要一万美元上下。所以刻蚀机台要保证各个环节的可靠性,绝对不能造成原材料的损坏。6) 要保证控制精准度,即系统实时性要高:刻蚀工艺质量的衡量标准是刻蚀精度。目前的刻蚀机台的精度在28-14纳米之间。一个硅原子的直径大概5纳米左右,也就是我们在硅片上刻出的沟槽宽度只有几个硅原子的宽度。所以对设备的控制上要保持极高的精准度,一般为10毫秒级别。7) 要支持远程操作,即设计远程控制接口:也因为上述原因,该类型设备对厂房环境要求高,要尽量避免人员进入厂房,所以机台要支持远程控制。
.........
2.2 等离子刻蚀机下位机控制系统的总体设计
在系统设计时,充分考虑设计需求从而进行系统结构设计。由于这套系统向下要控制物理器件,向上要提供人机交互,同时还要有工厂端接入接口。刻蚀机控制系统包含三部分:工厂端、上位机和下位机。图 2-1 为刻蚀机的系统系统结构图。如图所示,PMCI 和 TMCI 是整个系统中的子系统,PMCI 用于控制工艺处理模块进行 wafer 工艺加工,TMCI 用于对wafer 进行传输控制,而 CTCI 通过算法协调控制 TMCI 和 PMCI 进行 wafer 的传输及加工;FA 是工厂级系统与 CTCI 的通讯接口;因此,与 PMCI 和 TMCI有直接交互的子系统有 CTCI。CTCI 是 PMCI 的上层系统,且通过控制 PMCI来控制工艺处理模块以实现 wafer 的工艺加工。下位机具体结构上采用如下模块组合:IO通讯模块、远程连接模块、条件模块、互锁模块、报警模块、控制组件模块、日志模块、setup模块、recipe模块和核心模块。IO 通讯模块:提供了一种应用程序与硬件设备进行数据交换的抽象机制,实现了硬件数据的读写与实时采集。共有三种类型的数据对象,分别对应 C++中的 int、double、string 类型,数据对象分为两种读写权限,只读型(ReadOnly)和可读写型(ReadWrite)。远程连接模块:提供了远程访问控制应用程序的功能。通过该模块的支持,上层应用程序 CTC 可以远程接入到应用程序,实现控制指令的下发和数据信息的获取。RemoteAccess 模块的核心通信机制采用了 Ice 技术实现,从而具备了简洁、高效、跨平台等特点。条件模块:为应用程序提供了逻辑判断功能。该模块的实现主要是基于 IO模块中的Data对象。应用程序中的一个条件可以是Data对象与常量之间的比较,也可以是若干个条件的组合逻辑判断。有了 Condition 模块的支持,就可以方便快捷地创建和使用条件,而不用再耗时费力地去编写大量的条件判断程序代码。此外,Condition 模块还提供了条件事件的订阅通知机制——当某一条件满足时触发相关的事件来通知事件订阅者。
............
第三章 系统关键模块的详细设计与实现......33
3.1IO 通讯模块的设计与实现 .......33
3.2Control 模块的设计与实现 .......39
3.2.1ControlObject 设计实现....... 39
3.2.2Service 的设计实现....... 42
3.2.3 服务的调用方式 .... 42
3.3Alarm 模块的设计与实现 .........44
3.3.1Alarm 分类和构成 .......... 45
3.3.2Recovery 接口设计 ........ 46
3.3.3Alarm 的报警方式 .......... 47
3.4Interlock 模块的设计与实现.....49
3.4.1 SetValueInterlock...... 49
3.4.2 OverrunInterlock ....... 51
3.5Recipe 模块的设计与实现 ........53
3.6 本章小结 ...........55
第四章 系统的测试与分析........57
4.1 系统运行环境 ..........57
4.2 系统功能测试 ..........58
4.3 系统性能测试与分析 ......60
4.4 本章小结 ..........60
第五章 结论与展望.....61
5.1 论文工作总结 ..........61
5.2 未来工作展望 ..........61
第四章 系统的测试与分析
等离子刻蚀机下位机控制系统开发完成并调测通过之后,已经部署到多个种类的等离子刻蚀机台,并在多个单位实际运行。本章将对系统的运行环境与测试情况进行介绍。
4.1 系统运行环境
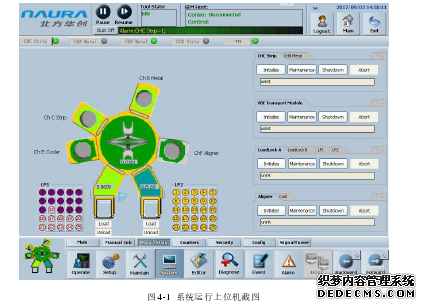
本系统在实际的某等离子刻蚀机台上与上位机协同运行。上位机界面如图4-1。传输平台控制系统(TMCI)部署在研华610工控机上。系统采用Redhat4.6linux系统。需要预装串口卡(1分8)、DeviceNet卡以及相关驱动。工艺腔室控制系统(PMCI)部署在研华5120工控机上。系统采用Redhat6.4linux系统。需要预装串口卡、deviceNet卡以及相关驱动。本小节主要从稳定运行测试与控制精度测试两方面进行分析。通过多台刻蚀机出厂前马拉松测试以及在客户运行情况证明,等离子刻蚀机下位机控制系统可以连续稳定产时间运行。运行效率不会随着时间的增长而降低。机台出厂前的马拉松测试运行时长为 30 天,无故障。在进行控制精度测试时,采取对一个 bosh 工艺反复执行并记录时间的方式进行测试分析。本报告所有测试数据都来自日志记录。采用系统函数gettimeofday()获取时间,该函数的返回值精度为 1us。测试数据时间精度取 1ms。因为日志记录时获取时间,写文件时使用日志记录的时间而非写文件时间,所以日志记录时间有参考价值。如图 4-4 所示,通过实验验证,一个工艺步骤的平均误差小于 25ms,每个步骤控制 6 个电气器件。每个器件误差在 4ms,远低于 50ms 的设计需求。
........
总结
本文首先介绍了等离子刻蚀机下位机控制系统的研究背景及意义,通过对目前工业控制系统的调研分析,指出了等离子刻蚀机台在运行中的各种特性。不但要求控制系统能够保证刻蚀机台长时间稳定的运行,还要顾及报警通知,安全互锁等多方面因素。论文主要完成了以下几个方面的内容。
(1)分析国内外刻蚀机控制系统发展现状,并根据刻蚀机特点分析设计需求。提出了安全方面、稳定性方面、实时性方面、可维护方面等11项需求。
(2)设计控制系统的模块划分以及层次划分。设计10大基础模块、三个控制层次外加驱动的架构。不但充分满足了设计需求,而且有强大的扩展性。这套架构在机台升级或改造时可以灵活多变的修改和配置。
(3)详细阐述重点模块的设计实现原理。
(4)对系统部署情况进行说明,并对系统的各个方面进行了测试,功能和性能都满足设计要求,并展示了上位机的用户界面。在等离子刻蚀机下位机控制系统的设计及实现整个过程中,一直以安全性和稳定性为主要原则。对于工业化产品来说,能够长时间稳定运行即是产品要求也是品牌的体现。即便对于普通的工业机床来说生产安全也工业产品的重中之重,更何况刻蚀机这种可能用到多种有毒、易燃、腐蚀性气体的机台。所以在本系统的设计过程中充分考虑了以上各种因素,保证了本控制系统灵活可配置且安全稳定的良好品质。这在后来的部署测试和客户反馈中也得到了很好的印证。
..........
参考文献(略)

