摘要:文章通过对国产化生产的上海地铁车辆轮轴压装工艺试验,探索、验证了一套完整的压力装配工艺路线,为指导现场的生产提供了理论依据。
Abstract:This paper puts forward a set of press assembly technology,through the press assembly technology test for axle and wheel- set of Shanghai Pearl Line Ⅱ- phase metro vehicle. It offers the theoretical base for locale production.
化德国西门子公司的技术,然后进行国产化的一个大项目。按照西门子公司的要求,整个车辆完全按照德国西门子工艺制造,重要零部件完全按照欧洲的工艺标准执行。上海明珠线二期地铁车辆的轮对结构特殊,其车轮与车轴的结合面为圆锥面,且在车轴的轮座处进行了喷钼处理,因此该轮对的压装及试验不能采用常规的工艺方法,而需制定压装及试验新工艺。本文将着重介绍这一新工艺的试验与验证方法。
1 装配工艺
1.1 装配方式的确定
常用的装配方式包括注油压装、无注油压装、热压装。根据上海明珠线二期地铁车辆轮对结构的特殊性,我们采用了预装后再进行无注油压装的方式。
1.2 装配参数的确定
在进行上海明珠线二期地铁车辆轮对的压装时,根据欧洲标准prEN13260《铁路应用———轮对和转向架-轮对- 产品》的要求来确定终止装配压力和过盈量。终止装配压力可由设计图样或下列公式给出:0.85F < 终止装配力< 1.45F
式中:F = 4×10- 3dm,MN;dm 为平均直径,mm。过盈量j 应满足- 0.001 0 dm≤j≤0.001 5 dm+ 0.006 。
1.3 装配工艺
将车轮按要求压入车轴。本论文由 上海论文网 www.zhonghualw.com 整理提供首先,清洁车轴轮座( 以下简称轮座)及车轮轮毂( 以下简称轮毂)表面,并在其表面均匀涂抹纯净植物油;在进行预装后将其缓慢吊入卧式轮轴压装机用水平仪进行水平定位后,再行压装;逐渐施加装配力至车轮与车轴的相对位置为图样给定尺寸时,关闭压装机。并记录相应压力,填写并保存压装曲线图。
2 试验和验证#p#分页标题#e#
2.1 试验前准备工作
车轮和轮轴应当象prEN13262 车轮标准和prEN13261车轴标准所定义的那样———“ 即可组装”。轮对压装工艺性验证用车轴的轮座的几何尺寸、锥度和表面粗糙度等必须符合设计图样或prEN13261 车轴标准的相关要求。本论文由 上海论文网 www.zhonghualw.com 整理提供对于在该处进行了喷钼处理的上海地铁车轴同样如此。轮对压装工艺性验证用车轮的轮毂的几何尺寸、锥度和表面粗糙度等必须符合设计图样或prEN13262 车轮标准的要求。
2.2 压装试验设备
压装试验所需设备主要有卧式轮轴压装机、轮轴压入记录器、卧式轮芯压装机和液压注油系统。
2.3 试验方法
1)清洁轮座及轮毂表面,并在其表面用纯净植物油作均匀涂抹。
2)压装。本论文由 上海论文网 www.zhonghualw.com 整理提供先预装后,再将其缓慢吊入卧式轮轴压装机用水平仪进行水平定位后,再行压装。逐渐施加装配力至车轮与车轴的相对位置为图样给定尺寸时,关闭压装机。并记录相关压力,水平静放48 h。
3)进行组装机械阻力检测(又称反压试验)。对车轮车轴组件施加组装机械阻力为F( 0.85dm < 装配长度<1.1dm)或按设计图样所要求的数值后,保压时间为30 s,同时用百分表检测车轮与车轴之间的相对位移。
4)注油退轮试验。将已完成反压试验的车轮车轴组件缓慢吊入卧式轮芯压装机,用水平仪对车轴进行水平定位后,在车轮注油孔中注入规定压力油,再对车轮与车轴缓慢施加退轮力使车轴与车轮分离。
5)用着色探伤分别检查轮座和轮毂。对于发生了裂纹的,可从探伤结果及部位分析产生裂纹的原因,在解决问题后应继续进行上述试验。
2.4 试验频次
对于上海明珠线二期地铁车辆轮对这一特殊的结构,为确定车轮与车轴之间传递力和扭矩的能力,反复进行了上述压装、反压试验、注油退轮试验共计5 次以上。 #p#分页标题#e#
2.5 试验结果分析
2.5.1 压力装配曲线
压力装配曲线如图1 所示。由曲线图我们可以看出,
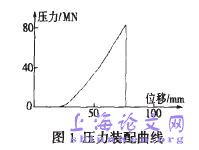
随着压装力的增加,车轮与车轴的相对位移值不是成正比的增加;当位移值到达规定要求时,压装力在0.85F ~1.45F 之间。符合prEN13260 标准规定。
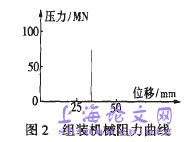
2.5.2 组装机械阻力曲线
组装机械阻力曲线如图2 所示。从曲线图上我们看到,随着组装机械阻力的增加,车轮车轴组件( 在规定时间内)不相对移动,符合prEN13260 标准规定。
2.5.3 注油退轮曲线
注油退轮试验是为检验经过压力装配及组装机械阻力检验后,本论文由 上海论文网 www.zhonghualw.com 整理提供轮座和轮毂是否产生了裂纹或其它不良情况。注油退轮曲线如图3 所示( 相关标准及制造业对其并不作要求,仅供参考)。
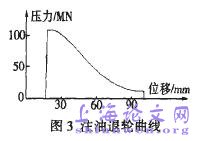
在以上试验合格且被试元件没有发生裂纹后,则可视为该试验通过。
3 结束语
上海明珠线二期地铁车辆轮对所采用的压装试验新工艺,本论文由 上海论文网 www.zhonghualw.com 整理提供其可操作性在上述试验中得到了确认,并对轮对压装制造过程、产品设计所使用的过盈量及车轮、车轴加工工艺也进行了确认。这既是对国际标准的应用实例,也是对我国铁道机车车辆和城轨车辆将钼层运用于轮轴结合面这一全新的设计进行的不可或缺的可行性认证。#p#分页标题#e#
参考文献:
[1] prEN13260,铁路应用———轮对和转向架- 轮对- 产品[S].
[2] TB/ T1718- 2003,铁道车辆轮对组装技术条件[S].

