本文是机械工程论文,本文完成的主要工作内容有:(1)系统硬件选型和子系统的机械结构设计。根据确定的总体方案,首先对图像采集部分的硬件选型如:工业相机、镜头、光源等,根据检测缺陷的特征确定打光方式,设计上下两个球积分光源打光,通过控制打光的顺序实现上、下两个端面的正面打光和背光打光,保证打光效果的同时将多个工位融合为一个。然后对各个子系统的机械部分根据需要进行设计并建模,所用硬件部分按需选择相应的型号。(3)垫圈尺寸及缺陷检测算法设计。根据需要检测的缺陷的特征确定检测算法的大致框架及算法流程。利用傅里叶变换将图像转换到频率域按检测需要选择不同的滤波器进行滤波,运用2D测量的测量矩形得到边缘轮廓点并用RANSAC算法拟合内外径,完成尺寸测量。缺陷检测分为线性和非线性缺陷,阈值分割出缺陷区域并采用多个几何特征进行区域筛选,最后根据不同缺陷的特征采用多阈值多特征完成缺陷分类。
.....
第1章引言
由图1.1可以看出,近十年轴承产量相对保持稳定,国内基础制造业的井喷式发展已经趋于平和发展,由于疫情的影响,2019年的产量出现8.83%的下降,但随着疫情渐渐好转,生产行业的逐渐恢复,投资和基建的重启,市场的需求将恢复至正常水平甚至更大,并且伴随潜在市场动力的释放,这些因素将为轴承行业的转型和发展提供机遇和资金支持。近五年轴承出口金额如图12所示,2015年至2018年出口金额稳中有升,但由于疫情的影响2019年出口金额回落3.36%。对于轴承出口,最大问题是如何保证产品的质量,外国客户收到货物后进行抽检,检出不合格品即要求赔偿整批次货款,这会为生产及销售企业带来巨大的损失和风险。生产水平方面,近几年我国已经建立起一整套完整的轴承工业体系,根据轴承产量和销售额已经跨入轴承工业大国行列。2019年我国轴承行业完成营业收入1770亿元,轴承产量196亿套,具备生产小至内径0.6mm(毫米),大到外径11m(米)共计9万多品种规格的轴承。国产轴承的供需已经趋于平衡,虽然每年产量稳中有升但利润空间已经无法上探,面临效率低、生产密集度低、创新不足等问题。但随着“中国制造2025”等一系列政策的导向,将大量资金投入到轴承行业的重难点领域,带动轴承产业向高端领域、高精度、高质量、创新性产品倾斜,加速轴承产业的升级和结构改革[5]。
.....
第2章推力轴承垫圈检测系统总体方案
2.1检测系统需求分析
工件在生产过程中,由于机器故障或操作失误等原因造成工件损坏或损伤;工件在储存运输过程中也可能由于不当操作造成工件锈蚀或磕碰[35]。图23为企业在实际生产过程中,几种常见的缺陷类型,分别是划痕、凹坑、锈蚀、擦花,其中划痕指坚硬物体或记号笔在垫圈表面留下的划痕;凹坑指垫圈在生产或运输中,与尖锐物体相互碰撞在垫圈表面造成的缺陷。锈蚀指在储存过程中由于环境潮湿等原因造成生锈缺陷;擦花指垫圈在生产运输中与其他坚硬物体相互摩擦造成的擦伤缺陷。虽然我国已经步入轴承生产大国行列,但还不是轴承生产强国,在产品研发、产品质量、效率效益等方面都与国际先进水平存在着一定的差距,特别是在高端和特种轴承方面对进口依赖性较高[4]。图像采集系统分为两个工位,背光源检测工位检测垫圈尺寸,球积分光源检测工位检测上下端面缺陷,通过计算机图像处理软件完成检测反馈结果,记录每个垫圈信息便于后续分析。
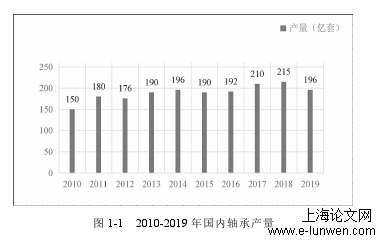
2010-2019年国内轴承产量
2.2总体方案对比分析
针对以上提出的检测内容,设计了两套自动化检测方案,自动化检测系统由硬件系统和软件两部分组成,为了采集到清晰的图像,使图像方面的因素对图像处理部分的影响最小化,以及合适的机械结构对缺陷进行分类,以准确性、可靠性、可行性、效率、成本等等方面为选择依据,对方案进行筛选从而采用最优方案。系统整体采用气动和电机驱动,上料机构根据抓取次数计算当前转盘轴的垫圈数量,吸盘抓取一个工件便上移一个工件厚度距离,保证工件上表面与吸盘处于同于平面,当该转盘轴工件检测完毕随即转动转盘,另一转盘轴到达待检测位置重复上述操作,待所有转盘轴工件检测完毕提醒工人添加待检测工件。运载机构采用电机驱动,可以180旋转在滑轨中左右移动,从而运载工件到达检测工位并根据图像处理反馈的结果对存在缺陷的工件进行分拣。吸盘抓取机构采用气动方式驱动,三个吸盘同时吸气为抓起工件,同时放气为放下工件,实现工件的抓取和放置。分拣机构由运载系统和分类槽组成,运载机构根据计算机图像处理的结果将残次工件按照缺陷类别,分别投放到对应分类槽中。该套方案自动化水平较高,整套系统占用面积较小,自动化集成度高,但整体结构比较复杂,气缸驱动速度较慢且不平稳,系统为一个平台无法融入生产流水线,不完全满足检测需求。
第3章系统主要硬件设计及选型·························································18
3.1图像采集部分硬件选型··········································································18
3.2主要子模块设计和控制模块选型······························································25
3.3本章小结····························································································30
第4章推力轴承垫圈缺陷检测算法研究················································31
4.1检测算法总体流程················································································31
4.2图像预处理·························································································32
4.3模板匹配····························································································42
4.4尺寸检测····························································································46
第5章垫圈检测系统软件设计及实验分析·············································64
5.1系统软件总体框架及开发环境·································································64
5.2系统软件各模块功能及界面····································································65
3.1图像采集部分硬件选型··········································································18
3.2主要子模块设计和控制模块选型······························································25
3.3本章小结····························································································30
第4章推力轴承垫圈缺陷检测算法研究················································31
4.1检测算法总体流程················································································31
4.2图像预处理·························································································32
4.3模板匹配····························································································42
4.4尺寸检测····························································································46
第5章垫圈检测系统软件设计及实验分析·············································64
5.1系统软件总体框架及开发环境·································································64
5.2系统软件各模块功能及界面····································································65
......
第5章垫圈检测系统软件设计及实验分析
5.1系统软件总体框架及开发环境
本章对推力轴承垫圈缺陷检测系统的软件部分简要介绍和设计,结合具体的检测方案设计用户界面,让用户直观全面的知晓详细准确的结果,并针对实际操作过程中的问题进一步优化改进方法。对前文提出的方法和算法通过实验来验证分析其准确性和可靠性,从而验证系统整体的可靠性。登录界面设计如图5.2所示。如图所示,当用户需要登入系统时,须键入用户名和密码,若在数据库中匹配到相应密码和用户名身份信息,则登录成功,系统跳转到检测模块。系统各模块的功能和设置项根据登入用户的权限开启或关闭。若在数据库中没有匹配到相关信息则登录失败,并设置最大错误次数,当超过错误次数时系统锁定。参数设置模块分为两个子模块分别为相机参数设置调试模块和检测算法参数设置模块。

推力滚针轴承
5.2系统软件各模块功能及界面
推力轴承垫圈缺陷检测系统涉及生产流水线,检测系统的故障会导致前面和后面生产中断,大大影响生产检测的效率还可能造成设备和工件的损失,因此需要对检测系统设置操作权限,根据操作和安全考量设置三类权限:管理员权限、操作员权限和访客模式。操作员仅能访问检测和报警模块,相关参数的更改需要获得管理员权限。管理员权限能够访问所有模块并设置检测的相关参数。访客模式主要用于展示各个模块和系统界面,也可用于教学培训。按划分的权限大小对系统进行操作和设置,能够保障系统稳定安全的运行,也便于企业的管理,将责任划分到具体人员。相机参数设置调试模块主要为根据实际工作环境调试相机参数,将图像采集效果调整到最佳,配合后续图像处理和检测。该相机模块界面设计如图5.3所示。缺陷检测模块集成检测、结果显示和结果统计,对每个检测的垫圈进行编号便于之后找到具体存在问题的垫圈,分四个大类对检测结果予以显示,分别为尺寸、圆度、完整性和缺陷,具体缺陷分类将显示在图像中,若第一个尺寸检测为NO则后面停止检测不显示结果。点击开始检测按钮则系统开始工作,到达关键步骤则图像窗口显示相应步骤的图像,方便对检测过程进行查看和监督,检测结果和数据显示并统计在相应栏中,并后台生成检测数据表。具体设计的缺陷检测模块界面如图5.5所示。
....
第6章结语
轴承在汽车领域主要是起支承轴并限制轴向位移的作用,其结构为上下两个垫圈(止推圈)、保持架和滚动体。选择车用推力轴承垫圈作为研究对象,从企业实际需求和检测要求出发,基于机器视觉研发设计一套车用推力轴承垫圈缺陷检测系统,实现自动化检测和按缺陷的类型进行分类,通过在实验室搭建实验平台进行测试实验,符合预期既定目标和要求。本文研发设计基于机器视觉的车用推力轴承垫圈缺陷检测系统,达到了通过机器视觉检测推力轴承垫圈和自动化分类的目的,虽然完成既定的课题任务和目标,但系统仍然有不足之处和改进的余地如下:(1)检测项目的细分及丰富。系统仅针对常见的缺陷检测,对于细微的凹坑、擦花等等缺陷没有实现检测及分类,检测了垫圈的内外径尺寸但垫圈的厚度没有检测,后续可以增加工位实现厚度及其他缺陷的全覆盖检测。(2)检测算法的局限及优化。在后续对检测算法验证的过程中,发现算法的鲁棒性可进一步优化,囊括更多种缺陷的检测和一些较特殊情况的检测。可以继续优化算法提高检测精度和速度,优化分类算法使得分类结果更加准确。
参考文献(略)

