本文是一篇工程硕士论文,工程硕士论文是指工程师硕士论文,工程管理硕士论文与工程硕士论文发表的工程论文。工程硕士论文涵盖集建筑、结构、电气、暖通空调、水利、园林、市政、路桥、给排水、装修、施工、造价、节能、监理、房地产、环保、规划、岩土、林业,工程师,软件工程,工程硕士,林业工程师,电力工程, 化工工程, 控制工程,工业工程, 系统工程, 电气工程, 水利工程,工程师职称,公路工程,软件工程, 建筑工程,土木工程,工程类杂志 咨询、考试、其他等共42个类别的专业。(以上内容来自百度百科)今天为大家推荐一篇工程硕士论文,供大家参考。
第一章 绪论
1.1 课题研究背景及意义
我国幅员辽阔,人口众多,地域特点是内陆深广,其中东西部直线相距 5400公里,南北部直线相距 5200 公里,资源和工业分布极不均衡。如图 1.1 所示的铁路运输,因其运距长、运能大、占地少、成本低、安全、节能、污染小等优点,可有效保证大宗物资在全国范围内的有效供给和长途旅客运输,在国民经济中发挥着举足轻重的作用。作为铁路轨道的重要组成部件,钢轨不仅承受了火车运行时的重大压力和摩擦力,更要引导火车的运行方向。现有的国标规定了钢轨尺寸、外形、技术要求等内容,并没有对钢轨的表面质量提出明确要求。在钢轨实际使用中,除了要求更严格的材料、加工技术、外形尺寸等要素以外,表面缺陷也是影响钢轨质量的关键技术指标。为了最大限度降低铁路运输的安全隐患,有必要对钢轨表面缺陷进行检测,并及时反馈生产工艺进行有效调整与控制,以达到减少钢轨表面缺陷,增强钢轨耐磨性、抗冲击性、刚度和保证钢轨质量的目的。钢轨表面缺陷的类型主要有结疤、拉丝、刮伤、裂纹、压痕、线纹、金属碎裂和剥落等,产生的原因主要有两类,一类是在制造工艺限制下,钢轨在锻造过程中产生裂纹、折叠或者结疤等缺陷,然后经轧辊或设备的不断碾压形成的;另一类是由于机车与钢轨表面高强度与高密度的疲劳磨损产生的。在连续生产过程中,钢轨表面缺陷很难被检查出来,严重制约着钢轨质量的提高,并且在列车高速运行条件下,钢轨表面缺陷部位容易产生应力集中,甚至导致断轨等严重后果,直接危害到列车的安全运行与人民的生命财产安全。
..........
1.2 钢轨表面缺陷检测技术相关研究现状分析
表面检测技术开始于 20 世纪 50 年代,最初采用的传统检测方法主要有人工目测法和频闪检测法[1-3],检测原理分别如图 1.2 a)、b)所示。这两种方法简单、易操作,但是存在检测过程自动化程度低、检测效率低、精度差、可靠性差等不足,严重制约着工业生产效率和生产质量的提高。随着科学技术的不断革新,尤其是大规模集成电路[4,5]、数字信号处理[6,7]等技术的进步,促进了无损表面检测技术的发展。无损表面检测技术克服了传统检测技术的不足,能更好地适应现代工业的高速发展,常用的无损检测技术包括电涡流检测法[8,9]、红外检测法[10-12]和漏磁检测法[13,14],检测原理分别如图 1.2 c)、d)、e)所示。这些技术是通过磁场的变化获取电信号,从而得出缺陷区域纵向和横向位移的变化,即缺陷的宽度、深度等信息,能较好地应用在有深度特征缺陷的金属表面,相比非自动化检测法在检测精度和自动化程度方面有了一定提高,但不足之处在于可检测缺陷的种类和对缺陷的定量描述有限,常常造成过检测、操作不易控制以及无法综合评估产品表面质量等问题,故只能应用在某些要求不高的场合,不适合高速轧制的复杂钢轨表面缺陷检测。随着机器视觉[15-17]、数字信号处理、计算机模式识别[18-20]以及人工智能[21,22]等相关技术的快速发展,基于机器视觉技术的表面检测技术因其高精度、高速度、非接触等优点,已被广泛应用于目标表面缺陷检测、人体行为及表情识别、印刷电路板检测、产品外观检测以及工、农业生产等诸多领域,基于机器视觉技术的表面缺陷检测原理如图 1.2 f)所示。哈尔滨工业大学的刘国阳利用机器视觉技术对微小零件的尺寸进行测量,并以发动机喷油嘴内孔直径为例,设计了机器视觉测量系统,提高了产品的质量和可靠性[23];浙江大学的饶秀勤研究了基于机器视觉技术的水果品质实时检测与分级方法,也为球形对象的检测提供了新的方法[24];电子科技大学的张静将机器视觉技术应用在印刷电路板的表观缺陷检测中,对相关理论和关键技术进行了研究,大大改善了检测的实时性,并在实际工程中得到了较好地应用[25];上海交通大学的杨扬研究了服务机器人的智能抓取行为,以机器视觉为主要传感器,建立了物体模型库,对物体识别、自由度计算、抓取姿态生成等进行了研究,在一定程度上增加了服务机器人的智能性[26];中国科学院长春光学精密机械与物理研究所的孙雪晨等根据轴类表面缺陷特征,设计了基于机器视觉的凸轮轴表面缺陷在线自动检测系统,并安装在凸轮轴生产流水线两侧,通过人机交互界面显示缺陷所在位置,显著提高了检测效率与检测精度[27];华中科技大学的李炜等采用模块化硬件设计了一种基于机器视觉的带钢表面缺陷检测系统,研究发现,图像处理软件不仅满足了实时检测的要求,还可有效检测出生产线上的带钢表面缺陷[28]。
............
第二章 多曲面形廓的三维钢轨表面图像采集与评价研究
基于 2D/3D 复合机器视觉的表面缺陷检测技术是通过分析、处理表面缺陷图像,并提取有效特征信息来实现表面缺陷的准确、快速检出和分类,而其前提条件是高质量缺陷图像的采集与获取。本章在研究钢轨形廓特点、表面特性、表面缺陷特点和光学成像模型的基础上,设计了针对三维钢轨表面的图像采集系统,并从采集图像的完整性、精度和单幅图像的质量等方面,建立了图像采集系统的综合评价体系,保证了钢轨表面完整、高质量缺陷图像的采集,为后续章节有关缺陷图像的边缘检测、特征提取和分类提供了研究基础。
2.1 钢轨表面基础研究
作为铁路轨道的重要组成部件,钢轨不仅要引导火车的运行,承受火车运行时的重大压力、摩擦力和转弯时的向心力,还要为铁路运输提供平整、连续的轨道。钢轨的断面形状是具有最佳抗弯性能的“工”字形,其表面是由多曲面组合而成的复杂面。如图 2.1 所示的钢轨断面图,主要由轨头、轨腰和轨底三个部分组成。随着工艺的不断改进和生产水平的快速提高,钢轨的类型和用途也逐渐丰富起来。钢轨的分类方式不尽相同,国际上各国家也都有自己的钢轨分类标准,如英标的 BS 系列(90A, 80A, 75A, 75R, 60A 等)、德标的 DIN 系列、国际铁路联盟的 UIC 系列、美标的 ASCE 系列和日标的 JIS 系列等。我国根据钢轨每米长的质量千克数 T,将钢轨分为起重机轨、重轨与轻轨三种,钢轨的类型、材质及主要应用场合如表 2.1 所示。
..........
2.2 钢轨表面光学成像模型研究
钢轨表面机器视觉成像特点是由钢轨表面的光学特性决定的,影响钢轨成像效果的光学要素主要是入射光线的反射光、透射入钢轨内部的透射光和物体自身的辐射光。光源发出的光经过传输介质到达钢轨表面,绝大部分经反射后,被成像设备接收,但在传输过程中经过不同传输介质的反射、吸收和折射,使光线在空间中的分布产生一定的变化,但始终遵守辐亮度守恒和基本辐亮度守恒定律。综上所述,钢轨的材质、钢轨表面较大的粗糙度及其表面特性,决定了钢轨表面的光学现象主要是由外界光源的反射产生的。外界光源包括自然光和照明光源等,会在钢轨表面产生反射,反射光又分为镜面反射和漫反射,光源光线在入射点处的反射光是由镜面反射光和漫反射光两部分组成的。由 Lambertian[124]模型可知,理想的光反射模型是由完全镜面反射和完全漫反射线性叠加而成,并且二者均没有能量损失。完全镜面反射的反射光线只存在与入射角相等的反射角方向上,且反射光强度与入射光强度相等;完全漫反射的反射光则是均匀分布在以入射点为圆心的半球内。而实际应用中,由于传输介质、折射、吸收等因素的影响,光的反射不可能呈理想状态。
..........
第三章 基于改进 Sobel 算法的钢轨表面强噪声图像的高效二维特征提取..............31
3.1 二维图像处理及特征提取方案设计 ......31
3.2 图像的降噪及初检研究.......32
3.3 基于改进 Sobel 算法的缺陷边缘检测及二维特征提取....41
3.4 二维特征提取结果分析.......48
3.5 本章小结 ............50
第四章 基于 SGA-FI-TM 的动态特征点云三维特征提取..............51#p#分页标题#e#
4.1 三维特征信息提取技术概述.........51
4.2 动态特征点云提取技术研究.........52
4.3 基于视差原理的特征点云三维重构技术研究 ..........65
4.4 三维特征信息的提取及结果分析...........71
4.5 本章小结 ............76
第五章 基于 2D/3D 特征信息自适应融合的缺陷分类系统...........77
5.1 缺陷 2D/3D 特征信息的自适应融合 .....77
5.2 基于模式识别理论的缺陷分类 ....80
5.3 最优缺陷分类模型研究.......82
5.4 缺陷分类实验及结果分析 .............88
5.5 本章小结 ............95
第六章 钢轨表面缺陷检测的实例应用
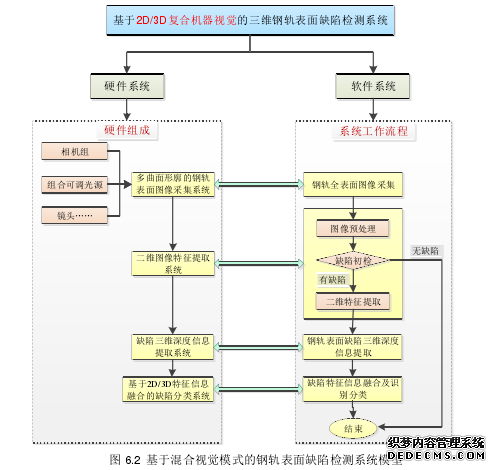
钢轨表面轮廓的复杂性、表面缺陷检测的实时性以及生产线上钢轨运行的高速性,决定了基于混合机器视觉模式的钢轨表面缺陷检测系统的综合性及多信息融合特点,且需采用合理的硬件、软件以及最优的图像处理算法,来实现缺陷检测目标。本章以前文设计的钢轨表面缺陷检测系统的硬件和软件为物理基础,提出的各种图像处理、识别的理论模型及算法为理论基础,实现了生产线上钢轨表面缺陷的准确、实时性检测。
6.1 检测指标及系统总体设计
本文融合了图像处理、模式识别、机器视觉等理论方法,以生产实际为指导,针对钢轨的表面基础特性和光学成像模型,进行钢轨表面缺陷检测系统的设计,实现钢轨表面缺陷的自动化、实时性检测,替代了传统的人工检测,在提高检测精度和效率的同时,保证了检测结果的稳定可靠,对提高企业的自动化水平和经济效益具有重要意义。钢轨生产过程中,需采用表面缺陷检测系统对其全表面进行检测,通过分析钢轨表面缺陷的位置、特征等信息,以辅助钢轨的表面质量判级和现场生产。由于钢轨生产的复杂环境、工艺以及钢轨表面的多曲面特征,使得钢轨表面缺陷成像存在诸多难点,故在成像过程中要结合钢轨表面的光学性质,合理分割视场与优化角度设置,并设计合适的光源照明系统以便获取良好的成像效果。同时,还要求光源系统对钢轨的生产速度及环境有良好的适应性,能在高速轧制的条件下实现实时检测。此外,还对检测设备的精度、速度、相机工作距离、缺陷检出率、分类正确率和检测缺陷种类提出了较高要求,比如检测时,不仅要实时、准确地检测出轧疤、轧痕、刮伤等缺陷,还要求缺陷检出率≥95%,分类正确率≥80%等。
..........
总结
铁路运输是国民经济的大动脉,其重要性不言而喻。钢轨作为铁路轨道的重要组成部件,在承受火车重大压力和摩擦力的同时,还要引导火车的运行方向,若其表面出现缺陷,在高速、重载列车作用下,缺陷部位容易产生应力集中并扩展,直接危害到列车的安全运行和人员的生命财产安全。因此,准确、实时检测钢轨生产过程中的表面缺陷,同时反馈生产工艺进行有效调整与控制,不仅能够提高生产效率,保证钢轨出厂质量,还对增强企业竞争力和保障人民生命财产安全具有十分重要的理论和实际意义。本文采用基于 2D/3D 复合机器视觉的方法,通过融合光学、计算机、控制等多学科领域技术,克服了传统表面缺陷检测方法的精度差、效率低、可靠性不强、检测缺陷种类有限等不足,实现了钢轨表面缺陷高效、高精度、非接触式的快速检测。已完成的主要工作如下:
(1) 开发了基于钢轨表面特性和光学成像模型的立体、复杂、多曲面钢轨表面缺陷图像采集系统,并建立了图像质量的综合评价体系。在深入研究钢轨形廓特点、表面特性、表面缺陷特点和光学成像模型的基础上,开发了针对多曲面形廓的三维钢轨表面缺陷图像采集系统。基于六组双目机器视觉相机组的环形布置及图像采集频率的有效控制,实现了生产过程中钢轨表面图像的同步采集;基于异型截面 LED 组合光源的设计,实现了钢轨表面的均匀照明,并从采集图像的完整性、精度和单幅图像质量等方面,建立了图像采集系统的综合立体评价体系,保证了钢轨表面完整、高质量缺陷图像的采集;
(2) 提出了基于改进 Sobel 算法的钢轨表面强噪声图像的高效二维特征提取方法。通过对钢轨表面缺陷的特征分析,采用基于小波变换的图像降噪处理,有效降低了图像采集和信号传输过程中的噪声影响。进一步基于局部阈值变化的图像初步检测,判断了采集图像的可疑缺陷区域,筛选出无缺陷图像直接进行质量判级,针对缺陷图像,则提出一种改进的 Sobel 算法,通过增加多方向算子模板对缺陷区域进行分割,保证了钢轨表面缺陷图像高精度、有效、合理的二维特征提取.
..........
参考文献(略)

