本文是一篇工程硕士论文,工程硕士专业学位在招收对象、培养方式和知识结构与能力等方面,与工学硕士学位有不同的特点。工程硕士专业学位侧重于工程应用,主要是为工矿企业和工程建设部门,特别是国有大中型企业培养应用型、复合型高层次工程技术和工程管理人才。(以上内容来自百度百科)今天为大家推荐一篇工程硕士论文,供大家参考。
第一章 绪论
1.1 课题的研究背景及意义
随着我国社会经济的不断发展,包装印刷产品正向精细、精致、精品方向发展,包装产品的品种和特性也趋向多样化、功能化和个性化,由此也有力地拉动了包装印刷产业规模和技术的拓展,也使包装印刷成为现代印刷行业中最具潜力的生产工艺[1]。尤其是近年来物流业的高速发展,在一定程度上左右了印刷包装业的现代化程度。裱合类纸张作为包装工业的主要产品,一方面对商品进行保护,实现包装的价值;另一方面促进商品的销售,展现包装的魅力[2]。裱纸机是以纸张为面层材料,以纸张或单张瓦楞纸板作为底层材料,经涂胶压合、压输固化等工序,将面层材料粘合在底层材料上,从而形成一种新纸板的机器,在行业内简称裱纸机,又名贴面机、覆面机、合纸机[3]。瓦楞纸箱具有质轻、抗压、耐戳穿、抗撕裂和缓冲、防震、易加工成型等机械性能,以及良好的装演印刷适性、能够再循环再利用,对环境无污染等优点;既经济,又轻便且易堆放,所以其使用范围越来越广,发展速度越来越快[4]。目前,瓦楞纸箱已成为现代包装中使用最广泛的包装容器,也是当今世界各国所采用的最重要的包装形式之一[5]。近几年,随着我国包装和物流行业的兴起,纸堆翻转机已成为我国制造业的一种不可或缺的设备。纸堆翻转机是通过裱纸机将瓦楞纸板与面纸贴合在一起后,由翻转机将纸板翻转。纸堆翻转机需要翻转的瓦楞纸板的基本特征如图 1.1.1 所示,翻转纸板的规格有 5 种,分别为 A 楞、B 楞、C 楞、E 楞和 F 楞,其规格参数如表 1.1.1 所示。翻转机适用纸张大小,其范围变化大,且厚度不一如下表 1.1.2所示。
..........
1.2 课题国内外研究现状及分析
翻转机在近几年己成为国内制造装备行业的一种必不可少的生产、制造和加工的辅助机械[6]。其功能是实现货物姿态位置变化,在冶金行业、锻造行业、重工制造等行业的应用非常广泛。根据厂家的要求,翻转机在工作过程中应实现纸堆的 180 度翻转,占地面积要尽可能小、结构要简单且应操作方便、自动化程度高,因为自动化是未来工厂的趋势,不仅能减少人力劳动和人力成本,而且能降低安全事故,提高工作效率。翻转机在翻转过程中应具有自锁功能,即翻转装置主动地控制工件的运动启停,而不能由外力、工件自身的惯性力来控制翻转装置的运转。且由于在翻转的过程中,翻转装置和纸堆的重心变化幅度可能较大,再加上纸堆的惯性力大,如没有自锁能力,有可能导致翻转机失控,造成对翻转机和纸堆的损害以及安全事故[7]。目前,国内涌现出了一大批自动化翻转收纸机的企业,这些企业引进国外先进的翻转技术,结合国内翻转机的现状,推出了几种自主研发的自动化翻转设备,其中具有代表性的厂家有青岛美光、台湾顶顺机械、上海德拉根、永邦机械以及江阴特象机械等。这些厂家根据自身经验和实际情况,针对翻转机翻转不稳定、效率低、占用空间大等问题做了不同程度的研究。在上海展会上,青岛美光推出了一种爬坡形式的裱纸翻转机,该设备能够适用多种幅面纸板 180°翻转,此设备主要通过齿轮带动摆轴与链轮链条使翻转架翻转,如下图 1.2.1 所示。温州永邦机械有限公司研制的全自动翻转收纸裱纸机如图 1.2.3 所示,此翻转机在使用时,翻纸笼中心翻转定位采用变频刹车点击连接涡轮减速机传动控制翻纸笼中心翻转,需要翻转的纸堆在抬升过程中翻转 180°,不需要翻转的纸堆直接抬升到翻转机的顶部,实现正反堆放,有效防止了裱贴后纸板的变形。
.........
第二章翻转机构工作原理分析
通过对市场上现有翻转机构的分析,台湾顶顺的摆动式翻转机构与其它公司的翻转机构相比,结构简单、占用空间小。本文以此机型为基础,对上面的翻转机构进行进一步改进设计,提高工作速度。
2.1 翻转方案选择分析
现有台湾顶顺翻转机构的工作原理是:下输送机构将设定好数量的纸板推送到抬升机构后,由抬升机构将纸板抬升到指定位置,翻转轴头卡到卡槽中,当翻转机需要翻转时,气缸驱动摆杆摆动,使与摆杆连接的卡槽转动,从而使抬升机构转过相同角度。收纸机构同样在气缸驱动下转动一定角度将抬升机构翻转过来的纸板接住,进行收纸。当纸板不需要翻转时,上输送机构将抬升到顶部的纸板推送到收纸机构进行收纸。由上面的工作原理可以看出,该翻转机构属于串行的工作方式,即抬升机构将纸板抬升到顶部后,再由抬升机构将纸板进行翻转,将纸板翻转后才能下降到底部进行下一次抬升,从而在顶部停留时间较长,降低了机器速度。据此提出了并行的工作方式,即在抬升机构将纸板抬升到一定高度后,由其它装置将纸板接住,然后进行下面的工序,抬升机构则可以下降到底部进行下一次的抬升,实现了并行地工作,节约了在顶部等待的时间,有效得提高机器速度。串行的工作方式与并行的工作方式的时序图如下图 2.1.1 所示。由此提出了两种改进方案:第一种方案,将抬升部分从中间位置分开,分为一次抬升和二次抬升。第一次抬升将纸板抬升到中间位置,第二次抬升是纸板抬升到顶部,在抬升到顶部的过程中一次抬升架同时下降到底部,下图 2.1.2 所示为第一种方案的工作原理图。第二种方案是在翻转机顶部安装接纸装置,当翻转机抬升装置将纸板抬升到顶部后,翻转装置将纸板接住然后由该装置的气动连杆机构进行翻转,同时抬升装置可以下降到底部进行下一次纸板的抬升。这样就减少了抬升装置在顶部等待的时间,提高了整体机器的速度。下图 2.1.3 所示为第二种方案的工作原理图。
...........
2.2 翻转机构的原理分析
本文设计的翻转机主要用于配套全自动裱纸机做翻转收纸的作用,是典型的机电一体化设备。用于裱纸机后的翻转机有好几个别名:全自动收纸机、全自动翻转贴面机、翻转收纸机、翻转收纸台、全自动翻转收纸裱纸机等等。本文研究的是一种新型的并行式翻转机,三维虚拟样图如下图 2.2.1 所示。主要包括输纸机构、预翻转机构、前翻转机构、后翻转机构和上输纸机构五部分组成。其创新点是在目前市场上串行式翻转机基础上提出了抬升翻转过程并行式翻转机(即通过机器各部分并联的工作,提高机器翻转速度,从而提高工作效率),通过传动系统和机构各部分的协调配合来完成纸板的输送、抬升、交接、翻转以及收纸等工作。当纸板从裱纸机压合部落到翻转机输纸台上之后,由输纸部的定位装置将纸板定位,计数器统计纸板数量达到设定纸张数量时,由输送机构下推爪将纸板推送到预翻转机构的抬升架上。传感器检测到纸板到位后,将信号传递给 PLC,PLC 控制电机将纸板抬升到顶部。顶部检测装置将检测到的信号传递给 PLC,PLC 控制翻转装置上气缸通气接住纸板,抬升架返回到原来位置,此时整机处于如图 2.2.3 工位 1 的状态。前翻转机构接住纸板后的下一步动作分为两种情况,当纸板不需要翻转时,PLC 控制电机驱动上输纸机构的推爪将纸板推送至收纸部此时整机处于如图 2.2.4 工位 2 的状态;当纸板需要翻转时,PLC 控制后翻转机构装置的气缸驱动收纸轴转动一定角度后停止,如图 2.2.5 工位 3 的状态,PLC 再控制前翻转机构的气缸驱动翻转轴转过一定角度将纸板传递给后翻转机构,此时整机处于如图 2.2.6 工位 4 的状态。一次完整的翻转过程完成,等待下一次的纸板放置、输送与翻转。由上图的流程图可见,在翻转机整个翻转过程中各步动作分明有序,配合工作。输纸机构与预翻转机构的动力为电机,通过链轮链条驱动机构运动;前翻转机构与后翻转机构转动的动力为气缸。因此,为实现整机的自动化需要对电机与气缸进行自动化控制。
........
第三章翻转机构的运动与动力分析........17
3.1 翻转机预翻转机构设计..............17
3.2 翻转机前翻转机构的设计..........20
3.3 后翻转机构运动与动力学分析.............24
3.4 小结.............26
第四章翻转机构的有限元分析.....27
4.1 有限元分析概述....27
4.2 有限元分析............28
4.3 本章小结.....36
第五章翻转系统稳定性测试及分析结果...........37#p#分页标题#e#
5.1 测试内容及设备..............37
5.2 测试数据及结果分析.......39
5.3 小结.............48
第五章翻转系统稳定性测试及分析结果
在工程实际中,测试技术已成为解决结构设计和产品试制中有关振动问题必不可少的手段。测试系统的功能是对研究对象进行具有试验性质的测量,以获取研究对象的有关信息。现代振动测试多采用电测法,测试系统包括传感器、中间转换放大器、数据采集与处理和显示记录等环节[35]。本文设计翻转机每次翻转的最大纸板数量为 40 张/次,因此本次测试分别在空载、20 张/次、30 张/次、40 张/次的纸板数量情况下,对与翻转运动紧密有关的机构采用加速度传感器进行了振动测试。本章通过对整机运行过程中的翻转轴跳动、翻转架振动和墙板振动情况及机器发出的噪声进行测试分析,来验证翻转机翻转系统的稳定性以及通过措施提高系统稳定性,噪声是否在允许范围内。
5.1 测试内容及设备
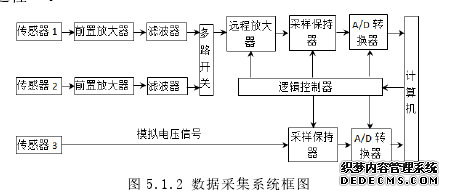
振动数据采集是将被测对象的振动物理量通过传感器转换成电信号,再经信号调理、采样、量化、编码、传输等步骤,最后送到计算机进行数据采集处理或存储记录的过程[36]。机器工作状态下,翻转装置产生振动的主要原因是由于翻转架翻转过程中突然停止及不平衡质量旋转时产生不断变化的惯性力[36]。同时由于构件间装配间隙、墙板振动和链轮链条的跳动等是造成翻转架残余振动的主要原因之一。本文选取翻转轴、翻转架及墙板作为研究的对象,并对机器工作状态下的噪声和机器周围噪声进行检测。本论文主要研究的是翻转装置运动系统动态特性,因此所测量的要素也是和翻转装置运动系统紧密相关的构件,本试验测试采用了 9 个通道。翻转轴是整个翻转装置的承载,机构运动是否平稳可以直接从翻转轴的振动中反应出来。因此在翻转轴的一侧使用了一个三相加速度传感器,测量翻转轴在 x、y、z 三个方向的振动。两侧的墙板通过轴承与翻转装置相连,气缸在使翻转轴转动的过程中通过轴承传递给墙板,所以运动系统的平稳性也可以通过墙板的振动体现出来。因此在墙板翻转轴的轴承上布一个三相加速度传感器,也可以反映出翻转轴的振动情况。在翻转时,翻转装置在转过一定角度后突然停止时会直接产生冲击,且因为翻转装置的回转运动会产生质心的加速度及角加速度,因此翻转架会产生周期性变化的振动。因在翻转架的底侧布置一个单相传感器可以反映在翻转过程中翻转装置受冲击时的振动情况,所以翻转架的振动检测直接反映翻转纸板的稳定性。
.......
结论
本文通过分析当前市场上的裱纸翻转机速度无法进一步提升的原因,综合现有的市场对翻转原理和方式进行总结研究,在台湾顶顺翻转机的基础上提出了一种二分式翻转收纸一体机。通过与顶顺的翻转机相比,几个机械动作可以同时进行,节省了等待的时间,使翻转机工作速度得到了很大的提升。本文主要的研究成果可以总结为以下几点:(1)根据现有翻转机速度无法与裱纸机速度完全匹配的问题,调研分析了相关翻转机的技术特点和不足,并根据对翻转机的功能要求设计了一种新型的二分式翻转收纸机,该翻转机与市场上的翻转机相比,占地空间小,翻转过程相对稳定,速度快等优点。(2)对翻转机预翻转机构、前翻转机构和后翻转机构进行了运动学与动力学分析,得出了在各翻转机构的最大位移、速度及加速度,则翻转机的速度为三个翻转机构中速度的最小值,与原来翻转机速度相比提高了 26%;并对关键零部件进行了力学分析计算和有限元力学分析,得出收纸翻转杆固定杆和翻转板超出许用应力,并对此构件进行优化改进并再次用有限元分析进行验证。(3)用丹麦测试仪器对翻转机翻转机构进行了振动测试,对测试数据进行了分析,各构件的振动情况基本符合预期,振动幅值随机器负载先减小后增大,证实了当翻转机负载为 30 张/次时,机器的振动幅值相对较小,满足设计要求。
..........
参考文献(略)

