本文是一篇工程论文,工程论文的摘要,是对论文研究内容的高度概括,其他人会根据摘要检索一篇硕士学位论文,因此摘要应包括:对问题及研究目的的描述、对使用的方法和研究过程进行的简要介绍、对研究结论的简要概括等内容。摘要应具有独立性、自明性,应是一篇完整的论文。(以上内容来自百度百科)今天为大家推荐一篇工程论文,供大家参考。
第 1 章 绪 论
1.1 论文的研究背景
制造业近年来得到迅猛发展,加上焊接技术也得到很大的进步,通过焊接连接的构件在各行各业占据越来越大的比重,焊接的快速发展使得焊接作业量的提升,从而焊接效率成为了焊接行业不可忽视的一个问题。实现金属的焊接有许多焊接方法,其中MAG自动化程度较高,所以在今年来得到广泛的使用,MAG焊焊接效率可以得到保证的同时,焊接质量也可以达到一定的水准,MAG焊还可以焊接一些不容易焊接的位置,如仰焊和立向上焊等,所以在钢铁的金属的焊接中常常优先考虑MAG焊方法[1-2]。
1.1.1 低碳钢的应用
低碳钢中的C、Mn、Si等元素含量较低,所以其焊接性较好。在焊接中薄板低碳钢时,焊接热量也不会快速散失而导致焊后组织性能恶化,所以焊接前必须采取预热措施,也不用严格的控制层间温度。焊后的一些热处理和消应力处理也只是在一些特殊场合的压力容器焊接时才会采用。总之,低碳钢相对容易焊接[3-4]。因此低碳钢广泛应用于焊接以及其他制造行业中,一些普通的机械构件也常用到低碳钢,还有一些机床零件,汽车外壳,此外,它还普遍应用于建筑工程当中。在我们的日常生活中很常见,由于其价格也相对便宜,所以在能够满足使用性能要求的前提下又可以节约成本。
..........
1.2 课题意义及研究现状
近几十年来,国内外许多学者采用高速摄像技术对不同焊接参数下的熔滴过渡及焊接飞溅做了大量的研究工作。王皇[10]等人利用高速摄像技术拍摄了金属粉芯型药芯焊丝在 100%CO2气体保护时和在 5%CO2+95%Ar 保护时的熔滴过渡过程及电弧特征,总结了熔滴过渡中出现的几种不同类型的飞溅及其产生原因,得出了当焊接时弧长较长且选择了 100%CO2气体保护时,容易出现排斥过渡,飞溅较多,而保护气体为 5%CO2+95%Ar,电流 250A,电压 25V 时,熔滴以射滴方式进入熔池,飞溅较小。李桓[11]等人研究了药芯焊丝并选择气体来保护时的熔滴过渡过程和它的特性。他们选取激光为背光光源,通过高速摄像对熔滴过渡过程进行了采集,可以看出气保护药芯焊丝在不同保护气体、电压电流数值下的熔滴过渡类型和飞溅情况。发现了后者的熔滴在过渡时会出现一个渣柱,该渣柱使熔滴过渡更顺利还会使飞溅减少。E.J.SODERSTROM[12]等人采用直流反接,氩-CO2二元混合气体保护,以及 0.016 英寸(0.41mm)直径的焊丝进行熔化极气体保护焊,并观察它的熔滴过渡方式。用快速傅立叶变换分析电压信号从而确定熔滴过渡频率,并将结果用高速摄像技术验证。在送丝速率高达 1443 英寸/分钟的情况下采用一个新设计的导电嘴与最细的电极从而提高了加工稳定性。结果发现,在喷射区域的平均熔滴直径并没有随电极直径成比例减少。当使用小直径的电极(<0.035 英寸)并采用 CO2含量少于 30%的混合气体保护,不管使用多大的电流,平均熔滴直径并没有变得小于电极直径。不论电极直径多大,保护气体成分含有超过 30%的 CO2时,主要是排斥过渡。郑森木[13]等人研究分析了带状电极 MAG 焊工艺的熔滴过渡,试验采用的是氙灯背光的高速摄像系统,通过试验发现当焊接选取的电流慢慢升高,熔滴过渡逐渐从自由过渡发展成喷射过渡,带状电极端部的熔化也会越来越均匀。
...........
第 2 章 试验材料、设备及方法
2.1 试验材料
试验选取的母材是Q235钢,尺寸是150mm ×200mm×8mm,其化学成分见表2-1;焊丝是 JM-55II 型低合金实芯焊丝,直径是 1.2mm,其成分见表 2-2;试验选择不同类型的 Ar-CO2-O2三元混合保护气体,保护气体流量为 20L/min。
............
2.2 试验设备
2.2.1 焊接设备
本试验采用由唐山松下公司生产的 YD-350GL3 型焊机进行焊接试验,图 2-1 为焊机实物图。焊接试验过程中,采用弧焊过程高速摄像与电信号动态分析系统采集焊接过程中电弧图像和熔滴过渡图像并记录电流电压信号,高速摄像技术能准确的观察焊接过程中的熔滴过渡和电弧形态,电流、电压采集系统能采集到清晰的实时信号,两者同步能很好的分析焊接高速动态过程和实时电参数之间的关系。试验高速摄像机拍摄速度为 2000 帧/s,电流电压采样频率为 500 kHz,设备实物图如 2-2 所示。试板上面的铁锈和污渍会影响焊接过程,为了除掉它们,用砂轮对试板表面进行打磨,直到呈现出光亮的金属,清理后的试板要防止再次被污染。将焊接平台清理干净,然后把试板放在平台中间,通过夹具调整焊枪至合适的焊接位置,调整焊丝伸出长度(干伸长)至合适的长度。接下来进行高速摄像系统光路的调整,打开控制平台的红光以及视频录制画面,首先调节激光发生器发出的红光与焊丝在同一直线上,再调整相机的位置使红光、焊丝与镜头都在同一直线上,在调节相机的焦距使画面中能够清晰的显示出一个半圆和焊丝并且能够显示出厚度方向上试板的一部分,关闭红光,打开激光后画面中显示为一片白色区域,此时光路已经基本调节好。
..........
第 3章 不同保护气体的影响........11
3.1 不同保护气体下的焊接.... 11
3.1.1 保护气体 1%O2+9%CO2+90%Ar ...... 11
3.1.2 保护气体 1%O2+18%CO2+81%Ar ........12
3.1.3 保护气体 5%O2+1%CO2+94%Ar ......13
3.1.4 保护气体 5%O2+10%CO2+85%Ar ........14
3.2 本章小结......15
第 4章 焊接电流的影响............17
4.1 不同电流的焊接过程......17
4.2 本章小结......24
第 5章 熔滴过渡过程模拟..........27
5.1 熔滴的过渡形式和受力分析 ..........27
5.2.1 熔滴的过渡形式 ......27
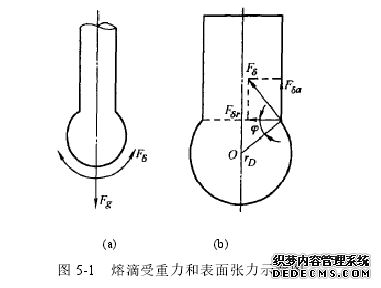
5.2.2 熔滴的受力分析 ......28
5.2 熔滴过渡模拟............30
5.2.1 几何模型建立 ........30
5.2.2 控制方程构建 ........31
5.2.3 模拟结果与分析 ......33
5.3 本章小结 ............34
第 5 章 熔滴过渡过程模拟
在熔化极气体保护焊中,熔滴在焊丝端头熔化、长大,直至过渡到熔池的整个过程与熔滴受力状态有密切关系,作用在熔滴上的力不同时,熔滴过渡形式不同,不同的过渡形式产生的焊接飞溅也存在差异[37-46]。本章以 1%O2+9%CO2+90%Ar 为保护气体,结合 COMSOL Multiphysics 模拟软件分析不同工艺参数时的熔滴过渡的形式和规律,可为工艺参数的调控提供理论基础。
5.1 熔滴的过渡形式和受力分析
研究熔滴过渡在焊接过程中的形式,对于焊缝质量的提升有着很大的帮助。弧焊时,熔化极的填充金属在电弧热的作用下熔化成液态金属并滴落至焊缝,这种液态金属称为熔滴。熔滴在电磁收缩力、等离子流力和斑点压力等各种力的推动下离开焊丝而进入熔池,就是熔滴过渡过程。在 MAG 焊中,熔滴的过渡形式一般有大滴过渡、射滴过渡和射流过渡等形式。当焊接的电流还比较小,电弧的电压又相对较大时,熔滴会慢慢积聚变大。熔滴的直径就会慢慢的随着增大,直到其超过了焊丝的直径。当熔滴增长到足够大的时候,在重力和一些其他电弧力的作用下,熔滴将被拉断而滴入熔池当中,这种熔滴的过渡形式称之为大滴过渡。随着焊接电流和电压的同时增大,焊接热输入提升,熔化极金属快速熔化,此时形成的熔滴来不及长大就在各种电弧力的排斥作用下以小滴的方式快速滴入熔池,这样的熔滴过渡形式称之为喷射过渡。喷射过渡在电流和电压的变化下主要有两种形式,分别为射滴过渡和射流过渡形式。在电流还不是特别大的时候脱落的熔滴直径和焊丝直径差不多,此时的热输入已经很大,在各种电弧力的共同作用下,熔滴也会以很快的速度顺着着焊丝送给的方向脱落并进入熔池,这种过渡方式也就是射滴过渡,此时的熔滴在各种力的作用下,加速度大于重力加速度,这样的熔滴过渡下焊接过程电弧相对稳定、焊缝成形较好,飞溅也相对较少。随着焊接电流的继续增大,焊接过程的热输入变得很高,焊丝金属以特别快的速度熔化,在电弧热和电弧力的双重复杂作用下,焊丝金属刚刚熔化成液态就呈铅笔状快速向熔池过渡,使得液态金属像水流一样汇入焊缝当中,这样的过渡形式也就是射流过渡。通常情况下认为,稳定射流过渡使焊接的效率很高,并且这样的过渡过程不容易产生飞溅等焊接缺陷,是一个良好的过渡形式,但在其过高的焊接电流会存在焊枪烧损等弊端,在现实焊接中不是特别容易实现射流过渡。#p#分页标题#e#
...........
结 论
熔滴过渡是一种运动,力产生运动,这个过程与它所受到的力存在紧密的联系,而电弧形态会造成它所受到的力的改变,所以在很大程度上前者会影响后者。而常用的参数导致了热量的产生、电弧外形,同时也对一些其他涉及到的东西以及它们的规律性发生改变,也就造成了飞溅的改变。本文详细分析了保护气体和焊接电流对熔滴过渡的影响,并对熔滴过渡过程进行了模拟。
(1) 保护气体的变化对低碳钢 MAG 焊的熔滴过渡形式和飞溅有一定影响。当保护气体中 O2含量一定时,随着 CO2含量提高,熔滴过渡逐渐变为短路过渡,飞溅也越来越严重。当 CO2含量一定时,随着 O2和 Ar 含量的提升,熔滴过开始出现射流过渡。
(2)焊接电流会引起熔滴过渡改变,当其逐渐升高后,熔滴过渡逐渐由短路、大滴过渡转变为喷射过渡形式。短路和射流过渡的飞溅小,大滴过渡的飞溅大。采用保护气体 1%O2+9%CO2+90%Ar 进行焊接时,射流过渡临界电流约为 270A。电弧力会影响熔滴过渡和飞溅的形成。在短路过渡中形成颈缩时会受电磁收缩力的影响。
(3)采用 COMSOL Multiphysics 软件,基于两相流和流体传热模块,在能量和动量本构方程中分别添加电弧高斯热源和重力、表面张力和电弧力源项,建立熔滴过渡模型,对不同工艺参数时的熔滴过渡形式进行了仿真,模拟结果与试验结果一致。
..........
参考文献(略)

